El mecanizado de aceros de alta dureza somete a los talleres a un test de eficiencia constante, donde la rentabilidad se decide en la longevidad del filo de corte. Optimizar el coste por pieza fabricada requiere implementar soluciones de ingeniería absolutamente predecibles y abandonar la incertidumbre. En este escenario de máxima exigencia, las fresas Phantom – Van Ommen emergen como el aliado técnico definitivo para garantizar una productividad sostenida y una reducción real de los costes operativos. Este documento constituye una guía técnica integral estructurada en tres fases fundamentales para elevar el rendimiento de su producción.

En el primer bloque, desentrañaremos la ciencia de materiales, la geometría y los mecanismos de desgaste que gobiernan el corte. En el segundo, definiremos la selección precisa de la herramienta para cada operación específica. Finalmente, estableceremos las estrategias de mecanizado avanzadas que le permitirán exprimir todo el potencial de la fresa, transformando un reto de fabricación en una clara ventaja económica.
1. Fundamentos del rendimiento de la herramienta de corte: Metalurgia, geometría, recubrimientos y mecanismos de desgaste en el mecanizado de aceros de alta dureza
El fresado de aceros endurecidos (materiales que superan los 45 HRC) es una de las disciplinas más complejas y exigentes de la ingeniería de producción. Es un proceso donde la herramienta de corte se somete a un entorno extremo: fuerzas mecánicas inmensas, estrés por impacto y temperaturas que, localmente, pueden superar los 800-1000°C en la interfaz entre el filo y la viruta. En este contexto, la mayor parte de la energía térmica generada se evacúa con la propia viruta, pero la que permanece en el filo es suficiente para dictar el éxito o el fracaso de la operación. Aquí, el valor de una fresa se mide en predictibilidad, vida útil consistente y coste por pieza final. Las fresas Phantom – Van Ommen han sido diseñadas bajo la premisa de ofrecer soluciones de ingeniería robustas para este desafío. Sin embargo, para extraer su máximo rendimiento, es vital comprender la ciencia que gobierna la interacción entre la herramienta y la pieza de trabajo.
1.1. La verdadera naturaleza del desafío son los 4 mecanismos de desgaste
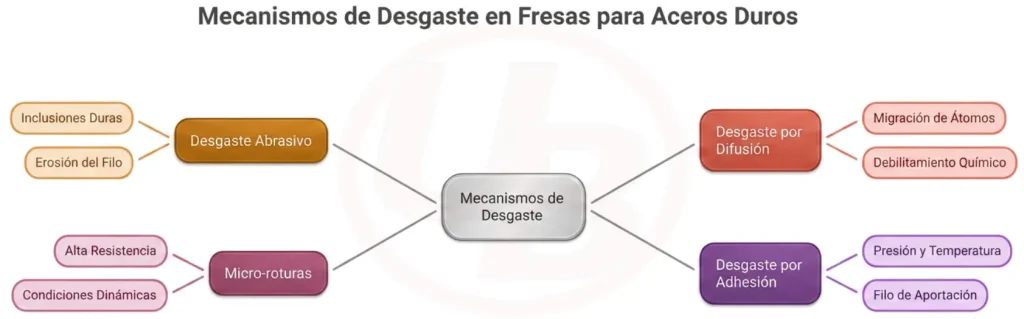
El fallo de una fresa en aceros duros es un fenómeno multifactorial. Rara vez se debe a una única causa, sino a una combinación de los siguientes mecanismos de desgaste que actúan de forma simultánea:
- Desgaste abrasivo: Inclusiones duras en la aleación del acero (carburos, óxidos) actúan como un agente abrasivo a microescala, erosionando progresivamente el filo.
- Desgaste por difusión: A temperaturas muy altas, se produce un fenómeno de migración de átomos entre la herramienta y el material de trabajo. Elementos como el cobalto o el tungsteno pueden difundirse hacia la viruta y/o la superficie mecanizada, debilitando la integridad química del filo.
- Micro-roturas (Micro-chipping): Este es un modo de fallo crítico en materiales de herramienta muy duros pero frágiles. Es causado por una combinación de la alta resistencia del acero a ser cortado y las condiciones dinámicas del proceso, como vibraciones, interrupciones de corte o el impacto contra inclusiones duras.
- Desgaste por adhesión (BUE): Aunque menos dominante que en aceros blandos, bajo ciertas presiones y temperaturas, pueden microsoldarse partículas de material al filo. Al desprenderse, arrancan microfragmentos de la herramienta, un fenómeno conocido como filo de aportación.
1.2. Tres pilares para contrarrestar los mecanismos de desgaste
Para contrarrestar de forma efectiva esta confluencia de mecanismos de desgaste y lograr un rendimiento predecible, el diseño y la aplicación de una fresa de alto rendimiento se fundamentan en tres pilares técnicos interconectados que deben trabajar en perfecta sinergia: la composición metalúrgica del material base, la inteligencia de su geometría de corte ,y la tecnología del recubrimiento superficial.
1.2.1: La Selección del material de la herramienta
La elección del material de corte es un compromiso técnico entre la dureza en caliente (capacidad de mantener las propiedades mecánicas a alta temperatura) y la tenacidad (resistencia a la fractura).
▷ Acero rápido (HSS) y aleaciones con cobalto (HSS-Co): En el contexto del mecanizado de aceros pre-endurecidos (<45 HRC) o aceros tenaces, el HSS es una solución estratégica donde la tenacidad es el factor limitante. Su uso es técnicamente robusto en:
- Máquinas de baja rigidez: La tenacidad inherente del HSS le permite absorber vibraciones que fracturarían una fresa de carburo.
- Cortes interrumpidos: Resiste los ciclos de impacto repetidos de forma más eficaz.
- Operaciones a baja velocidad (<30 m/min): donde el carburo pierde su ventaja económica.
▷ Metal duro (carburo de tungsteno): Para el mecanizado de aceros endurecidos (>45 HRC), el metal duro es el material de referencia obligatorio. Su superior dureza en caliente y resistencia al desgaste permiten velocidades de corte mucho mayores y vidas útiles predecibles. Sin embargo, su fragilidad inherente exige un proceso de mecanizado extremadamente estable, rígido y libre de vibraciones.
1.2.2: La inteligencia de la geometría
- Ángulo de la hélice: Una hélice alta (ej. 45°) promueve una entrada más suave del filo, reduciendo la vibración y mejorando la evacuación de viruta. La fuerza axial que genera puede ser beneficiosa en portaherramientas de alta fricción (hidráulicos, de contracción térmica), pero debe ser gestionada con cuidado en sistemas de sujeción mecánica (como los Weldon), donde podría generar un potencial ligero efecto de extracción («pull-out»). Una hélice baja (30°), común en fresas cilíndricas periféricas como las basadas en la norma dimensional DIN 844-b, ofrece un filo más robusto.
- Número de labios: La gestión del espacio de la viruta es clave. Para el ranurado, se suelen emplear herramientas con pocos filos (2 o 3) para maximizar la capacidad de evacuación. Es importante aclarar que una norma dimensional como la DIN 327 no define el número de filos, pero dentro de familias de herramientas como las Fresas DIN 327-b o Fresas DIN 327-d es común encontrar estas geometrías de pocos labios. Para acabados, las Fresas Serie Corta 35.024 con múltiples filos permiten mayores avances.
1.2.3: La tecnología de recubrimientos
Un recubrimiento es una capa cerámica extremadamente fina (2-5 micras) que se deposita sobre la herramienta. Actúa como una barrera térmica, reduce la fricción y aumenta la dureza superficial. En aceros duros, un buen recubrimiento es lo que permite que una buena fresa se convierta en una herramienta de alto rendimiento. Recubrimientos modernos como el TiAlN (Nitruro de Titanio-Aluminio) o variantes más avanzadas crean una capa de óxido de aluminio en la punta del filo durante el corte, una barrera que protege activamente el sustrato del calor extremo.
[CONTINUARÁ LA SEMANA QUE VIENE]