Gogortasun handiko altzairuen mekanizazioak eraginkortasun konstanteko test bat egiten die lantegiei, non errentagarritasuna ebaketa-sorbatzaren bizitza-luzeran erabakitzen den. Fabrikatutako pieza bakoitzeko kostua optimizatzeko, aurreikusteko moduko ingeniaritza-soluzioak inplementatu behar dira, eta ziurgabetasuna alde batera utzi. Eskakizun goreneko egoera horretan, Phantom – Van Ommen fresak behin betiko aliatu tekniko gisa agertzen dira, produktibitate iraunkorra eta kostu operatiboen murrizketa erreala bermatzeko. Dokumentu hau gida tekniko integral bat da, ekoizpenaren errendimendua handitzeko funtsezko hiru fasetan egituratua.

Lehenengo multzoan, materialen zientzia, geometria eta ebaketa gobernatzen duten higadura-mekanismoak azalduko ditugu. Bigarrenean, eragiketa espezifiko bakoitzerako tresnaren hautaketa zehatza definituko dugu. Azkenik, mekanizazio-estrategia aurreratuak ezarriko ditugu, fresaren potentzial guztia estutzeko eta fabrikazio-erronka bat abantaila ekonomiko argi bihurtzeko.
1. Ebaketa-erremintaren errendimenduaren oinarriak: metalurgia, geometria, estaldurak eta higadura-mekanismoak gogortasun handiko altzairuen mekanizazioan.
Altzairu gogortuen fresaketa (45 HRC baino gehiagoko materialak) ekoizpen-ingeniaritzako diziplina konplexu eta zorrotzenetako bat da. Ebaketa-erreminta muturreko ingurune baten mende jartzen den prozesu bat da: indar mekaniko itzelak, inpaktuagatiko estresa eta, tokian-tokian, 800-1000 ° C-tik gorako tenperaturak sorbatzaren eta txirbilaren arteko interfazean. Testuinguru horretan, sortutako energia termiko gehiena txirbilarekin berarekin ebaluatzen da, baina ahoan geratzen dena nahikoa da eragiketaren arrakasta edo porrota emateko. Hemen, fresa baten balioa prediktibilitatean, balio-bizitza sendoan eta azken piezako kostuan neurtzen da. Phantom – Van Ommen fresak erronka honetarako ingeniaritza soluzio sendoak eskaintzeko premisaren arabera diseinatu dira. Hala ere, ahalik eta etekinik handiena ateratzeko, funtsezkoa da erremintaren eta lan-piezaren arteko elkarrekintza gobernatzen duen zientzia ulertzea.
1.1. Erronkaren benetako izaera 4 higadura-mekanismoak dira.
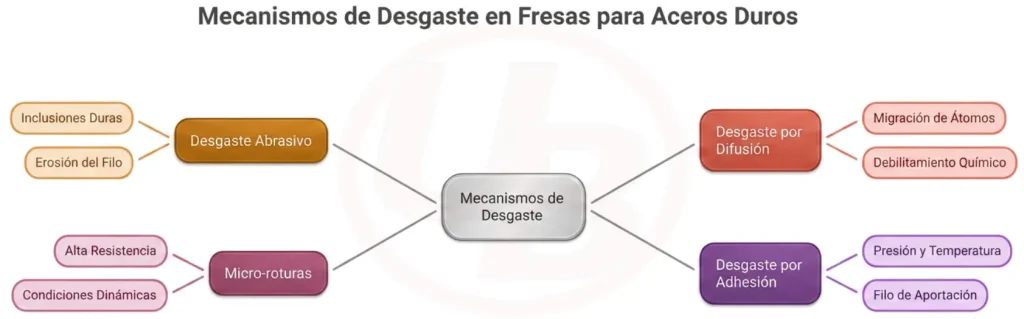
Altzairu gogorren fresak huts egitea faktore anitzeko fenomenoa da. Oso gutxitan gertatzen da kausa bakar baten ondorio izatea, aldi berean jarduten duten higadura-mekanismo hauen konbinazio baten ondorio baizik:
- Higadura urratzailea: Altzairuaren aleazioan (karburoak, oxidoak) egindako inklusio gogorrek eragile urratzaile gisa jokatzen dute mikroeskalan, eta pixkanaka higatzen dute ahoa.
- Hedapen bidezko higadura: Tenperatura oso altuetan, atomoen migrazio fenomeno bat gertatzen da erremintaren eta lan-materialaren artean. Kobaltoa edo tungstenoa bezalako elementuak txirbilerantz eta/edo gainazal mekanizaturantz zabal daitezke, sorbatzaren osotasun kimikoa ahulduz.
- Mikro-hausturak (Micro-chipping): Erreminta-material oso gogor baina hauskorretan akats kritikoa egiteko modu bat da. Altzairuak ebakitzeko duen erresistentzia handiaren eta prozesuaren baldintza dinamikoen konbinazio batek eragiten du, hala nola bibrazioak, ebaketa-etendurak edo inklusio gogorren aurkako inpaktua.
- Atxikitze bidezko higadura (BUE): Altzairu bigunetan baino gutxiago menderatzen bada ere, presio eta tenperatura jakin batzuen pean, material-partikulak mikrosoldatu daitezke ahoan. Askatzean, mikrozatiak erauzten dituzte erremintatik, ekarpen-sorbatza bezala ezagutzen den fenomenoa.
1.2. Higadura-mekanismoei aurre egiteko hiru zutabe.
Higadura-mekanismoen elkargune horri eraginkortasunez aurre egiteko eta errendimendu aurreikusgarria lortzeko, errendimendu handiko fresa baten diseinua eta aplikazioa elkarren artean konektatutako hiru zutabe teknikotan oinarritzen dira, sinergia ezin hobean lan egin behar dutenak: oinarrizko materialaren konposizio metalurgikoa, ebaketa-geometriaren adimena eta gainazal-estalduraren teknologia.
1.2.1: Erremintaren materiala hautatzea.
Ebaketa-materiala hautatzea konpromiso teknikoa da beroko gogortasunaren (propietate mekanikoak tenperatura altuan mantentzeko gaitasuna) eta zailtasunaren (hausturarekiko erresistentzia) artean.
▷Altzairu azkarra (HSS) eta kobaltodun aleazioak (HSS-Co): Altzairu aurregogortuen (< 45 HRC) edo altzairu tematien mekanizazioaren testuinguruan, HSSa irtenbide estrategikoa da, eta zailtasuna da faktore mugatzailea. Teknikoki sendoa da honako hauetan:
- Zurruntasun txikiko makinak: HSSaren berezko zailtasunari esker, karburo-fresa bat hautsiko luketen bibrazioak xurgatu ahal izango dituzu.
- Etendako ebakiak: Inpaktu-ziklo errepikatuei modu eraginkorragoan aurre egiten die.
- Abiadura txikiko eragiketak (< 30 m/min): karburoak abantaila ekonomikoa galtzen du.
▷ Metal Duro (Carburo de Tungsteno): Para el mecanizado de aceros endurecidos (>45 HRC), el metal duro es el material de referencia obligatorio. Su superior dureza en caliente y resistencia al desgaste permiten velocidades de corte mucho mayores y vidas útiles predecibles. Sin embargo, su fragilidad inherente exige un proceso de mecanizado extremadamente estable, rígido y libre de vibraciones.
1.2.2: La Inteligencia de la Geometría
- Ángulo de la Hélice: Una hélice alta (ej. 45°) promueve una entrada más suave del filo, reduciendo la vibración y mejorando la evacuación de viruta. La fuerza axial que genera puede ser beneficiosa en portaherramientas de alta fricción (hidráulicos, de contracción térmica), pero debe ser gestionada con cuidado en sistemas de sujeción mecánica (como los Weldon), donde podría generar un potencial ligero efecto de extracción (“pull-out”). Una hélice baja (30°), común en fresas cilíndricas periféricas como las basadas en la norma dimensional DIN 844-b, ofrece un filo más robusto.
- Número de Labios: La gestión del espacio de la viruta es clave. Para el ranurado, se suelen emplear herramientas con pocos filos (2 o 3) para maximizar la capacidad de evacuación. Es importante aclarar que una norma dimensional como la DIN 327 no define el número de filos, pero dentro de familias de herramientas como las Fresas DIN 327-b o Fresas DIN 327-d es común encontrar estas geometrías de pocos labios. Para acabados, las Fresas Serie Corta 35.024 con múltiples filos permiten mayores avances.
1.2.3: La Tecnología de Recubrimientos
Un recubrimiento es una capa cerámica extremadamente fina (2-5 micras) que se deposita sobre la herramienta. Actúa como una barrera térmica, reduce la fricción y aumenta la dureza superficial. En aceros duros, un buen recubrimiento es lo que permite que una buena fresa se convierta en una herramienta de alto rendimiento. Recubrimientos modernos como el TiAlN (Nitruro de Titanio-Aluminio) o variantes más avanzadas crean una capa de óxido de aluminio en la punta del filo durante el corte, una barrera que protege activamente el sustrato del calor extremo.
[CONTINUARÁ LA SEMANA QUE VIENE]



