Mecanizar una ranura lateral con precisión es uno de esos retos que separan al programador experimentado del que está aprendiendo. Cuando la herramienta es una fresa tipo T o Woodruff, la complejidad sube un escalón: Hay que controlar la profundidad, evitar colisiones y ajustar parámetros que Powermill interpreta de forma interna. Este tutorial desglosa paso a paso cómo resolver este mecanizado, basándose en un caso real donde la herramienta disponible tiene 8 mm de espesor pero la ranura mide 10 mm de ancho.
Punto de partida: definir la herramienta tipo disco
Antes de lanzarse a programar trayectorias, conviene preparar bien la herramienta. En Powermill, se crea una nueva herramienta del tipo disco que simulará la fresa T o Woodruff. En este ejemplo se define con 30 mm de diámetro y 8 mm de espesor (anchura de corte). Se le asigna el número 3 y un nombre identificativo, por ejemplo «T_SLOT diámetro 30 espesor 8». Además, se configura la caña con 10 mm de diámetro y 35 mm de longitud, completando así la geometría necesaria para que el software calcule correctamente las colisiones.
Lo ideal respecto a la anchura de una fresa woodruff
La buena práctica de fabricación dice que “idealmente” el ancho de la fresa woodruff debe igualar el ancho de la ranura, y que usar una más estrecha es un compromiso que suele empeorar el acabado y los tiempos, aunque es perfectamente válido si no hay otra herramienta.
Aquí viene el primer punto interesante: Aunque la ranura real mide 10 mm de ancho, se usa una herramienta de 8 mm de espesor a propósito. ¿Por qué? Porque en el taller real ocurre constantemente: La fresa ideal está agotada, el proveedor tarda semanas en servir o simplemente se prefiere aprovechar lo que ya está en el almacén.
En nuestra tienda online tienda.ugarte-zestoa.com realizamos entregas a cualquier punto de la península en un plazo de 24 a 72 horas laborables, salvo rotura de stock en fábrica. Entendemos que la urgencia es un factor crítico en el taller; por ello, nos esforzamos en mantener un stock actualizado de fresas de disco y herramientas de corte. Nuestro objetivo es que no tengas que detener la producción ni improvisar trayectorias complejas por falta de material, garantizando que recibas la herramienta con la medida exacta para tu ranura justo cuando la necesitas.

Saber ajustar los parámetros cuando la herramienta difiere del ancho objetivo es una habilidad que marca la diferencia. En Ugarte Suministro Industrial conocemos esta situación: Clientes que vienen buscando alternativas viables cuando la herramienta exacta brilla por su ausencia.
Crear el patrón de curva con extensión de seguridad
El siguiente paso es generar un patrón de curva que guíe la trayectoria. Se abre el editor de curvas y se crea una curva compuesta tomando como referencia el fondo de la ranura. Una vez guardada, se utiliza la herramienta «limitar al punto» con la opción «ambos», extendiendo la curva 15 mm hacia cada extremo. Esta extensión es clave porque permite que la herramienta entre y salga fuera de la zona de contacto principal, evitando que arranque material justo en la arista de entrada o salida. Es un pequeño detalle que previene marcas indeseadas, roturas de arista y posibles vibraciones al iniciar el corte.
Configurar la trayectoria de perfilado 2D

Con el patrón listo, se crea una trayectoria de tipo «perfilado de curva 2D». Se le asigna un nombre (por ejemplo «slot») y se selecciona el patrón recién generado. En los parámetros se ajusta la tolerancia a 0,025 y el espesor a 0, garantizando así que ningún sobrematerial quede en los flancos de la ranura.
Se activa el límite inferior tomando como referencia el fondo de la ranura, de forma que la trayectoria quede asociada a esa superficie. En «distancia de corte» se indica un número de cortes igual a 2. Aquí es donde aparece el primer error típico: si se coloca 8 mm como paso vertical inicial, Powermill calculará internamente la profundidad sumando valores, lo que puede llevar a mecanizar más de lo previsto.
El ajuste crítico: Cálculo del paso vertical.
Algunos programadores se atascan cuando la herramienta es más estrecha que la ranura objetivo. Si la herramienta tiene 8 mm de espesor y la ranura debe medir 10 mm de ancho, ¿qué valor de paso vertical se introduce? En el ejemplo concreto del vídeo que acompaña esta publicación se elige un paso vertical de 2 mm (menor que la profundidad total deseada) para generar dos pasadas controladas: La primera deja material intencionalmente, y la segunda realiza el acabado completo.
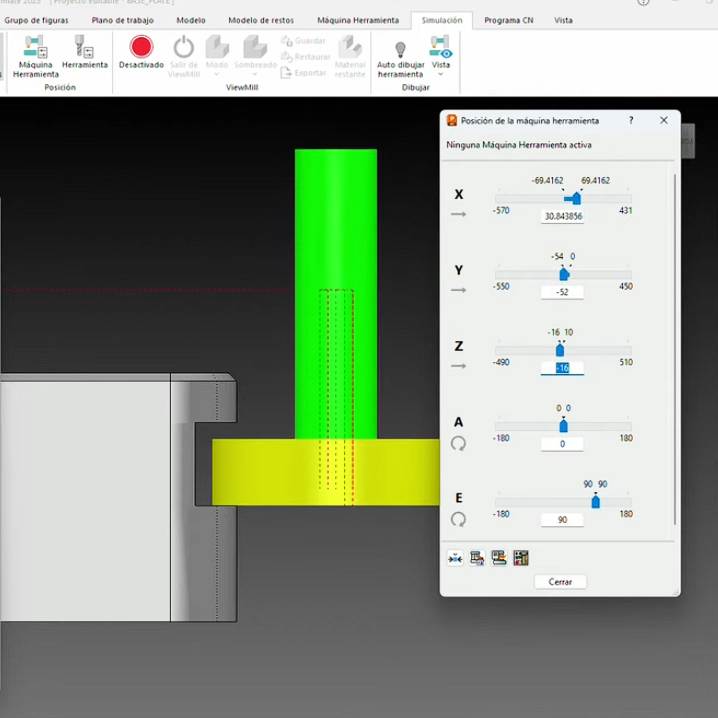
Ajusta siempre este valor según la rigidez de tu máquina y herramienta, verificando en la simulación tanto la profundidad Z real como el ancho final de la ranura. Este control preciso evita sobrecargas y garantiza dimensiones exactas en el taller.

Influencia del tamaño del bloque de material
Otro aspecto fundamental es el tamaño del bloque que se define como material inicial. Si el bloque es más grande que la pieza, la herramienta entra claramente fuera de la geometría nominal, lo que aporta seguridad.
Al mostrar el material en la simulación, se ve que hay una extensión adicional fuera de la pieza, por lo que la trayectoria se extiende en esa zona y la herramienta entra sin rozar la arista. También se puede garantizar seguridad con entradas helicoidales o rampas suaves incluso con stock ajustado
Si se redefine el bloque ajustándolo a las dimensiones normales de la pieza, la situación cambia radicalmente. La herramienta entra justo en la esquina del material y, a medida que avanzan los cortes, se mantiene muy cerca de la geometría. Esto aumenta el riesgo de colisiones, especialmente si hay pequeñas desviaciones en el amarre o en las dimensiones reales del tocho.
Por eso se recomienda dejar siempre un bloque de material algo más generoso que la pieza teórica.

Permitir que el centro de la herramienta salga del bloque
Al hacer el primer cálculo, Powermill puede rechazar generar trayectoria. Esto obliga a revisar la configuración de límites. En la pestaña correspondiente se cambia a la opción que permite que el centro de la herramienta pueda estar fuera del bloque. Tras este ajuste, el cálculo produce una trayectoria con dos cortes a lo largo del patrón. Este detalle es esencial: si el software está configurado de forma restrictiva, simplemente evitará calcular la trayectoria, dejándote sin pista sobre qué ajustar.
Verificación final: simulación y detección de colisiones.
En la etapa final se revisan todas las trayectorias generadas, acelerando la simulación en tramos menos críticos y reduciendo la velocidad en el mecanizado clave. Si aparece un aviso de colisión detectada, es señal de que el bloque está demasiado ajustado o de que la entrada y salida están mal configuradas.
Aunque se podría desactivar temporalmente la detección de colisiones, esto nunca es recomendable como solución definitiva. Lo correcto es cuidar el tamaño del bloque y la extensión de la curva, para evitar problemas en el taller cuando el operario arranque la máquina.





