Alboko arteka bat zehaztasunez mekanizatzea da programatzaile esperientziaduna ikasten ari denarengandik bereizten duen erronka horietako bat. Erreminta T edo Woodruff motako fresa bat denean, konplexutasuna maila bat igotzen da: sakontasuna kontrolatu behar da, talkak saihestu behar dira eta Powermillek barnetik interpretatzen dituen parametroak doitu behar dira. Tutorial horrek urratsez urrats xehatzen du mekanizazio hori nola konpondu, kasu erreal batean oinarrituta. Kasu horretan, eskura dagoen erremintak 8 mm-ko lodiera du, baina artekak 10 mm-ko zabalera.
Abiapuntua: disko motako tresna definitzea.
Ibilbideak programatzeari ekin aurretik, komeni da erreminta ondo prestatzea. Powermill-en, T edo Woodruff fresa simulatuko duen disko motako tresna berri bat sortzen da. Adibide honetan, 30 mm-ko diametroa eta 8 mm-ko lodiera (ebaketa-zabalera) ditu. 3 zenbakia eta izen identifikatzaile bat ematen zaizkio, adibidez “T_SLOT diametroa 30 lodiera 8”. Gainera, kanabera 10 mm-ko diametroarekin eta 35 mm-ko luzerarekin konfiguratzen da, softwareak talkak behar bezala kalkulatzeko behar den geometria osatzeko.
Woodruff fresa baten zabalerari dagokionez, egokiena.
Fabrikazio-jardunbide egokiaren arabera, woodruff fresaren zabalerak artekaren zabalera berdindu behar du “idealki”, eta estuagoa erabiltzea akabera eta denborak okertzen dituen konpromisoa da, nahiz eta guztiz baliozkoa den beste tresnarik ez badago.
Hona hemen lehenengo puntu interesgarria: Benetako artekak 10 mm-ko zabalera badu ere, 8 mm-ko lodiera duen tresna bat erabiltzen da apropos. Zergatik? Izan ere, benetako tailerrean etengabe gertatzen da: fresa ideala agortuta dago, hornitzaileak asteak behar ditu zerbitzatzeko edo, besterik gabe, nahiago da biltegian dagoena aprobetxatzea.
Gure tienda.ugarte-zestoa.com webgunean penintsulako edozein lekutara egiten ditugu entregak 24 eta 72 lanorduko epean, fabrikako stocka hautsi ezean. Gure ustez, urgentzia faktore kritikoa da tailerrean; horregatik, disko-fresen eta ebaketa-erreminten stock eguneratua mantentzen ahalegintzen gara. Gure helburua da ez dezazula ekoizpena gelditu behar, ezta materialik ez duzulako ibilbide konplexurik inprobisatu behar ere, tresna zure artekarako neurri zehatzarekin jasoko duzula bermatuz, behar duzunean.

Erreminta objektiboaren zabaleratik aldentzen denean parametroak doitzen jakitea ezberdintasuna markatzen duen trebetasuna da. Ugarte Industri Horniduren egoera hau ezagutzen dugu: Bezero horiek alternatiba bideragarriak bilatzen dituzte tresna zehatza falta denean.
Kurba-patroia segurtasun-luzapenarekin sortu
Hurrengo urratsa ibilbidea gidatuko duen kurba-patroi bat sortzea da. Kurben editorea irekitzen da, eta kurba konposatu bat sortzen da, artekaren hondoa erreferentziatzat hartuta. Gorde ondoren, “mugatu puntura” tresna erabiltzen da “biak” aukerarekin, 15 mm-ko kurba mutur bakoitzera zabalduz. Luzapen hori funtsezkoa da, tresna kontaktu-eremu nagusitik kanpo sartu eta irtetea ahalbidetzen duelako, sarrera- edo irteera-ertzean materiala erauztea saihestuz. Xehetasun txiki bat da, nahi ez diren markak, ertz-hausturak eta ebaketa hastean izan daitezkeen bibrazioak prebenitzen dituena.
2D profilatze-ibilbidea konfiguratu
Patroia prest dagoela, “2D kurbaren profilaketa” motako ibilbidea sortzen da. Izen bat ematen zaio (adibidez, “slot”) eta sortu berri den patroia hautatzen da. Parametroetan, perdoia 0,025era eta lodiera 0ra doitzen da, eta, horrela, bermatzen da gainmaterialik ez dela geratuko artekaren saihetsetan.
Beheko muga aktibatzen da, artekaren hondoa erreferentziatzat hartuta, ibilbidea azalera horri lotuta gera dadin. “Ebaketa-distantzian” 2 ebaketa-kopuru bat adierazten da. Hemen agertzen da lehen errore tipikoa: hasierako urrats bertikal gisa 8 mm jarriz gero, Powermill-ek sakontasuna kalkulatuko du balioak batuz, eta horrek aurreikusitakoa baino gehiago mekanizatzea eragin dezake.
Doikuntza kritikoa: urrats bertikalaren kalkulua.
Programatzaile batzuk trabatu egiten dira erreminta zirrikitu objektiboa baino estuagoa denean. Erremintak 8 mm-ko lodiera badu eta artekak 10 mm-ko zabalera neurtu behar badu, zer pasabide bertikaleko balio sartzen da? Argitalpen honekin batera doan bideoaren adibide zehatzean, 2 mm-ko urrats bertikal bat aukeratzen da (nahi den guztizko sakonera baino txikiagoa) kontrolatutako bi iraganaldi sortzeko: lehenengoak materiala nahita uzten du, eta bigarrenak akabera osoa egiten du.
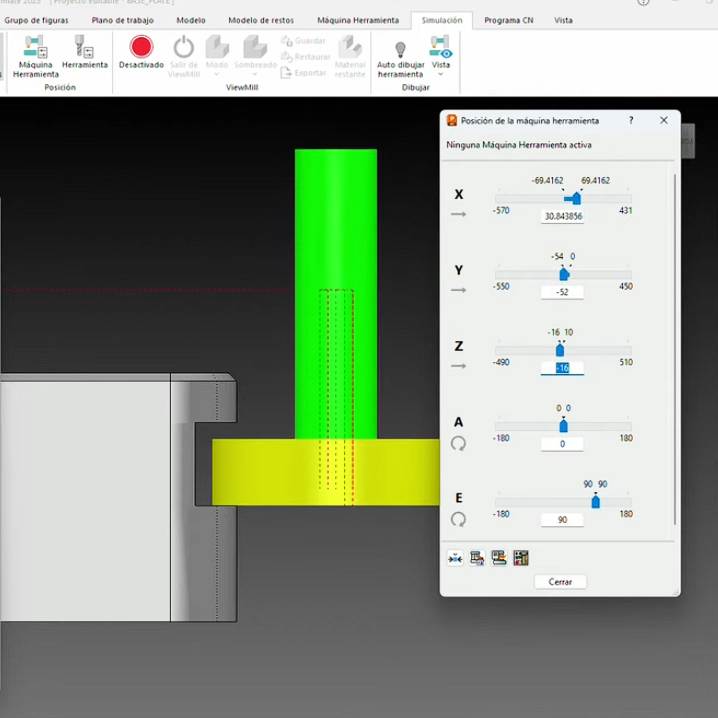
Doitu beti balio hori zure makina eta erremintaren zurruntasunaren arabera, simulazioan Z erreala eta artekaren azken zabalera egiaztatuz. Kontrol zehatz horrek gainkargak saihesten ditu eta tailerrean neurri zehatzak bermatzen ditu.

Material-blokearen tamainaren eragina
Funtsezko beste alderdi bat hasierako material gisa definitzen den blokearen tamaina da. Blokea pieza baino handiagoa bada, erreminta geometria nominaletik kanpo sartzen da argi eta garbi, eta horrek segurtasuna ematen du. Simulazioan materiala erakustean, piezatik kanpo beste luzapen bat dagoela ikusten da. Hori dela eta, ibilbidea eremu horretan zabaltzen da, eta erreminta ertza ukitu gabe sartzen da. Segurtasuna bermatu daiteke, halaber, sarrera helikoidalekin edo arrapala leunekin, baita stock doituekin ere.
Blokea piezaren dimentsio normaletara egokituz birdefinitzen bada, egoera erabat aldatzen da. Erreminta materialaren izkinan sartzen da eta, ebakiek aurrera egin ahala, geometriatik oso gertu mantentzen da. Horrek talka-arriskua areagotzen du, bereziki lokailuan edo toxoaren benetako dimentsioetan desbideratze txikiak badaude. Horregatik, pieza teorikoa baino zerbait eskuzabalagoa den material multzo bat uztea gomendatzen da beti.
Tresnaren zentroa bloketik ateratzen uztea
Lehen kalkulua egitean, Powermill-ek ez dezake ibilbidea sortu nahi. Hori dela eta, mugen konfigurazioa berrikusi behar da. Dagokion erlaitzean, tresnaren zentroa bloketik kanpo egoteko aukera ematen duen aukerara aldatzen da. Doikuntza horren ondoren, patroian zehar bi ebaki dituen ibilbidea sortzen du kalkuluak. Xehetasun hori funtsezkoa da: softwarea modu murriztailean konfiguratuta badago, ibilbidea kalkulatzea saihestuko du, besterik gabe, eta zer doitu jakiteko pistarik gabe utziko zaitu.
Azken egiaztapena: talkak simulatzea eta antzematea.
Amaierako etapan, sortutako ibilbide guztiak berrikusten dira, simulazioa azkartuz hain kritikoak ez diren tarteetan eta abiadura murriztuz funtsezko mekanizazioan. Talka-abisu bat detektatzen bada, blokea estuegi dagoela edo sarrera eta irteera gaizki konfiguratuta daudela adierazten du.
Talken detekzioa aldi baterako desaktiba daitekeen arren, inoiz ez da gomendagarria behin betiko irtenbide gisa. Blokearen tamaina eta kurbaren luzapena zaintzea da egokiena, langileak makina abiarazten duenean lantegian arazorik ez izateko.





